
VYZRÁLÁ TECHNOLOGIE
KVALITA – VYZRÁLÁ TECHNOLOGIE

V PÖTTINGER lakovně se používá katodové ponorné lakování (základování) a vrchní práškové lakování. Obě lakovací metody jsou nejšetrnějších k životnímu prostředí. Výroba a zpracování se provádí bez použití rozpouštědel.
V praxe tato medoda vyniká elasticitou a dlouhou životností. Následné tvarování a lehké nárazy jsou možné bez porušení laku a tvorby trhlin.
KVALITA – STRUKTURA VRSTEV

Mechanická příprava plochy tryskáním
3-vrstvá struktura:
◾Zinkofosfátování – nanesení ochrany proti korozi
◾KTL: 17 µm optimální vrstva na hranách
◾Práškové lakování : Náš prášek je na bázi polyesteru
Celková vrstva: 80-120µm

Výhody
U nás si můžete vybrat
Předúprava dílů, jako i různé lakovací metody nabízejí různé výhody. Při výběru metody by se mělo zohlednit níže uvedené.

PŘEDNOSTI OTRYSKÁNÍ
Tryskání slouží k očištění povrchu a zaoblení hran. Díly jsou automaticky tryskány od tloušťky 2mm.
Je dosahováno kvality otryskaného povrchu až SA 2 ½ dle ISO 8501-1. Přitom se odstraní lehké okuje od svařování a obrábění laserem, rez a nečistoty a je dosahováno optimální přilnavosti.
Podle tloušťky materiálu a stupně znečištění se provádí silné, lehké otryskání nebo se otryskání neprovádí.

PŘEDNOSTI KTL
Oproti jiným lakovacím metodám je u této metody potřeba zdůraznit následující výhody:
-
Dobrá ochrana proti korozi
-
Rovnoměrné rozložení vrstvy
-
Všechny dutiny jsou kompletně nalakovány
-
Protože se používá pouze malé množství rozpouštědel, jedná se o metodu velice šetrnou k životnímu prostředí

VÝHODY PRÁŠKOVÉHO LAKOVÁNÍ
Tento způsob lakování charakterizují následující přednosti:
-
Mechanická odolonost a pružnost nalakovaných dílů je velmi vysoká
-
Lakování vykazuje dobrou odolnost vůči UV záření
-
Jedná se o nejšetrnější vrchní lakování vůči životnímu prostředí

EKOLOGICKÉ HLEDISKO

U práškového lakování se nanášení barevného prášku provádí statickým nabíjením prášku. 98 % “Overspray” (prášek, který nepřilne k dílu, ale spadne) se upraví a opět použije.
Práškové lakování je jedno z nejekonomičtějších a nejekologičtějších lakovacích metod.

TESTOVÁNÍ KVALITY
Nejmodernější výrobní technologie pro nejlepší kvalitu.

Naše lakování je pravidelně podrobováno různým zkouškám:
Zkouška v solné mlze: DIN 50 021, resp. 9227
Při této zkoušce se vzorky permanentně postřikují 5ti %ním solným roztokem při okolní teplotě 35°C.
Doba trvání zkoušky- 1000 hodin za konstantních podmínek
Výsledek: Žádná tvorba puchýřků na povrchu, podnátěrová koroze max. 1mm na uměle způsobeném porušení.

Mřížkový test:
Provádí se dle DIN EN ISO 2409 jako rychlý test.
Na nalakovaném povrchu se provede křížový řez nožem pro mřížkový test, u katodového ponorného lakování (KTL) s ostřím vzdáleným 1 mm, u práškového lakování s ostřím vzdáleným 2 mm. Vzniklé čtverečky nesmí vypadnout. Výsledek zkoušky podává informaci o přilnavosti jednotlivých vrstev mezi sebou a stupeň poškození se posuzuje na základě porovnání s přelohou.

Zkouška ohybem přes trn:
DIN EN ISO 1519
Při této zkoušce se nalakovaný plech definovanou silou ohýbá přes kónický trn. Prověřuje se tím odolnost lakování vůči pnutí v tahu a tlaku.
Průměr trnu, při kterém se na laku po zatížení objeví trhliny nebo se odloupne, je ukazatelem elasticity laku.
Rovněž je denně kontrolována tloušťka laku a stupeň lesku.

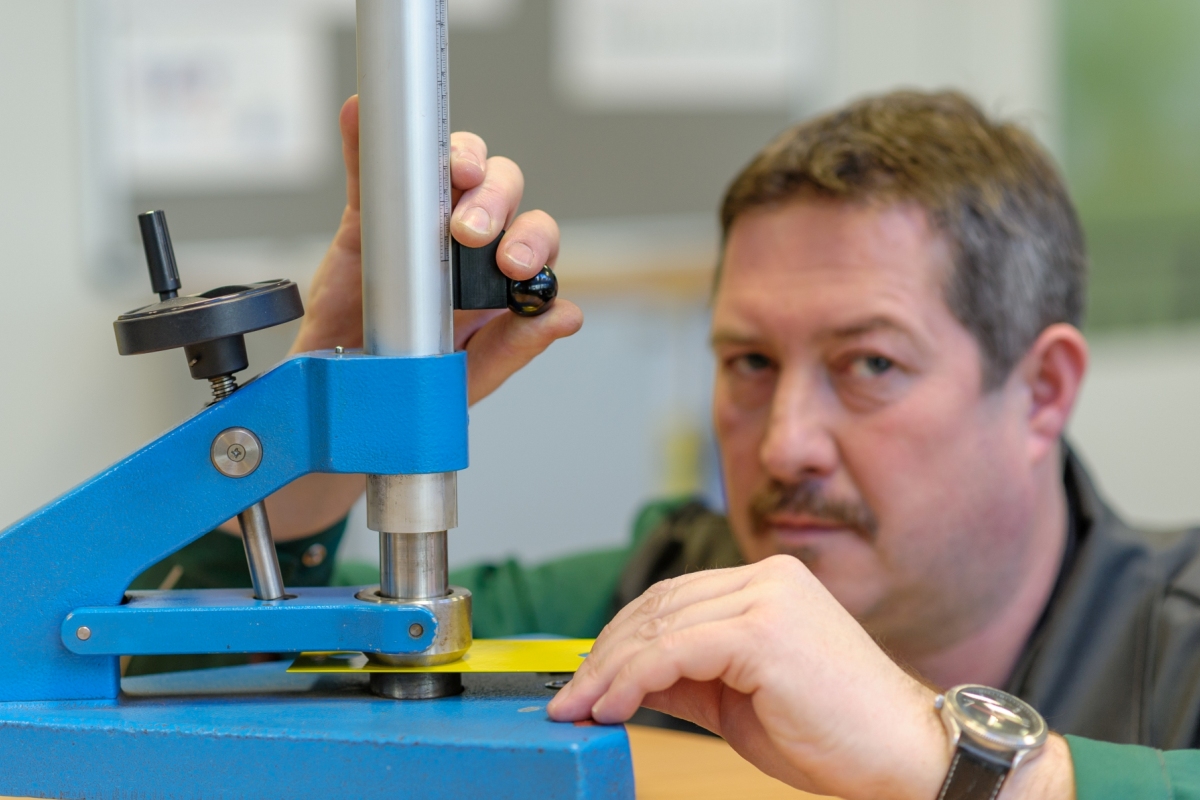
Zkouška hloubkotažnosti podle Erichsena, dle DIN EN 50101: Tento test je probíhá na práškově nalakovaném plechu o tloušťce od 0,75 mm. Nejdříve se měří tloušťka barvy, které má být v rozmezí 80 – 120 μm. V dalším kroku se plech zafixuje do zajišťovacích šroubů, poté se zevnitř do plechu vtlačuje kalená kulička o průměru cca 20 mm. Takto vzniklé prohloubení se poté opticky zhodnotí a změří.
Rázová zkouška – zkouška úderem kuličky(pouze pro plechy lakované KTL) Zkouška se provádí pomoci závaží o průměru 25 mm, váze 1 kg a z výšky 10 palců (cca 25 cm). V jamce nesmí vzniknout žádné trhliny nebo odloupnutí. Kontrolována je elasticita a přilnavost lakování.